前两天有个做家用高压氧舱的老板,拉着一卷漏气的废料来厂里找我,脸色铁青。他说这批货发了二十多台出去,客户用了不到一个月,舱体接缝处开始冒泡,气压根本保不住。售后团队跑断腿,换货退款不说,口碑也砸了。他把那卷废料往桌上一扔,说“你帮我看看这到底是布料的问题还是工艺的问题”。我拿过来一看,分层了,TPU膜和基布之间用手一撕就开,典型的贴合强度不够。其实软体氧舱漏气这事儿,市面上百分之八十的原因都出在复合工艺上,剩下的百分之二十才是设计和缝制的问题。
先说说软体氧舱对布料到底有什么特殊要求。普通充气产品比如充气床垫、充气泳池,工作压力也就几kPa到十几kPa,对气密性要求没那么苛刻。但高压氧舱不一样,工作压力通常在1.3到2.0个大气压之间,换算下来就是几十kPa甚至上百kPa的持续压力。在这种压力下,面料不光要能扛住不爆裂,更关键的是要在长期充放气循环中保持气密性不衰减。这就对TPU复合布料提出了三个硬指标:层间剥离强度、热合焊接性能、以及抗疲劳老化能力。
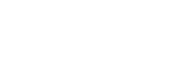
我们这些年给国内外好几个氧舱品牌供过TPU高压氧舱复合布料,踩过坑也总结出了经验。先说层间剥离强度,这是防止漏气的第一道防线。很多小工厂用的TPU复合工艺是热熔胶贴合,就是把TPU膜和基布用胶水粘在一起。刚做出来的时候看着挺好,但一过高温高湿测试或者用上几个月,胶水老化,两层之间就开始分离,气体就从分层的地方慢慢渗出去。咱们用的是流延复合工艺,TPU粒子直接高温熔融后流延在基布上,两层之间不是“粘”在一起的,而是“熔”在一起的。这种工艺做出来的复合布料,你拿手撕都撕不开,剥离强度能做到国标要求的五倍以上。
再说热合焊接性能。软体氧舱的腔体不是一整块布做出来的,而是由多个裁片通过高频热合机焊接而成。焊接处的气密性直接决定了整台设备的保压能力。很多布料的问题出在TPU膜厚度不均匀或者表面处理不到位,导致高频焊接时熔接不充分,有的地方焊透了,有的地方还没焊上,充气之后就顺着那条焊缝慢慢漏。我们针对这个问题,专门优化了TPU膜层的厚度公差控制,确保整卷布料的膜层厚度波动控制在±0.02mm以内。同时我们还会给客户提供焊接工艺参数建议,什么样的温度、压力、时间配比能焊出最牢固的焊缝,咱们的工程师可以到现场带机手调机。
还有一个容易被忽视的点是布料的抗疲劳老化能力。氧舱不是一次性产品,客户买回去是要用很多年的。每次充气,布料被拉伸;每次放气,布料回缩。几百上千次循环下来,有些TPU材料会出现微裂纹,肉眼看不见,但气体分子就在那些微裂纹里慢慢渗透出去。这就是为什么有些氧舱新的时候保压没问题,用半年之后就开始频繁补气。我们选用的TPU粒子是专门针对高压氧舱工况开发的聚醚型TPU,比普通的聚酯型TPU在耐水解、耐疲劳方面要好得多。虽然成本高一些,但从产品的全生命周期来看,这点投入完全值得。
如果你是做软体氧舱的厂家,正在被漏气问题困扰,或者正准备开发新款高压氧舱产品,建议你在选布料的时候别只看单价。咱们源头工厂的优势就在于,从TPU粒子选型到流延复合,再到成品分切,整条线都在自己手里。你拿过来的设计图纸和压力参数,我们能帮你匹配最合适的布料厚度、膜层结构和焊接工艺方案。样品你可以拿回去做疲劳测试、爆破测试、高温高湿老化测试,觉得数据过关了再谈大货。毕竟氧舱这东西关系到用户体验和品牌口碑,材料选对了,后面的路就好走了。