
去年跟一个做高端内饰改装的朋友聊天,他说现在客户最难伺候的地方不是真皮缝线,而是碳纤维件。“贴了膜的嫌塑料感太重,不贴膜的晒两年就发白起毛边。”这话说到了点子上。碳纤维布本身没问题,问题出在表面保护层上。传统环氧树脂做表面涂层,刚做完是漂亮,但紫外线一烤,树脂黄变,纤维纹路底下开始泛白雾。更麻烦的是握感——树脂层硬、滑,夏天手心出汗还打滑。
所以这两年圈子里开始换思路:不用树脂固化,改用TPU膜覆盖长丝碳纤维布。既保留碳纤维的原始编织纹理,又靠TPU的热塑弹性来解决触感和耐久性。我们拿两种方案做过一次背对背实测,数据差别挺有意思。
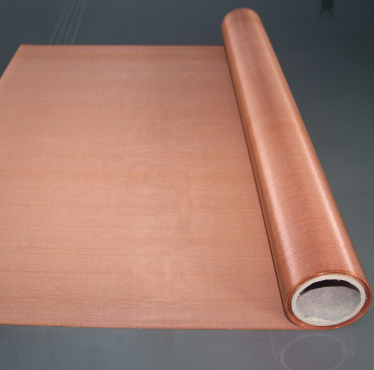
先说材料本身。长丝碳纤维布和常见的编织布不一样,用的是3K连续长丝束,没有短切纤维的毛茬。布面本身就比短切布平整得多,经纬向断裂伸长率差值控制在5%以内,这对后续包覆异形曲面很关键。TPU膜选的是脂肪族聚醚型,厚度0.2mm,透光率88%,但加了紫外线吸收剂和受阻胺光稳定剂。
触感测试找了20个改色技师和10个车主做盲摸。传统环氧树脂板表面邵氏硬度在85D左右,摸上去就是硬塑料感。TPU膜覆盖后的样件,邵氏硬度降到75A,摸上去微微带韧,指甲轻按能有0.3mm左右的下沉反馈,松开马上回弹。最直观的差别是冬天——树脂板冷得像玻璃,TPU膜表面温度适应快,手背贴上去不会激灵一下。
抗老化实测这块下了点本钱。做了一组QUV加速老化,辐照度0.89W/m²·nm@340nm,60℃光照4小时,50℃冷凝4小时,循环500小时。模拟南方地区车窗内侧两年的累积辐照量。传统环氧树脂覆碳纤维板,400小时后表面开始出现肉眼可见的微裂纹,500小时后60°光泽度从92降到41,色差ΔE到了3.8,纤维纹路底下明显发白。TPU膜这一组,500小时后光泽度从86降到72,色差ΔE只有1.2,表面没有裂纹,唯一的瑕疵是边缘有轻微翘边——后来查原因是裁切时热封口没处理好。
还有一个被忽视的指标:耐手汗。内饰件天天被手摸,汗液里的乳酸和盐分对高分子材料有缓慢侵蚀。我们用人工汗液(pH4.5)在样件表面滴加后覆盖保鲜膜,40℃恒湿箱里放72小时。环氧树脂样件表面出现了水渍状斑痕,显微镜下可见树脂表面被轻微溶胀。TPU膜样件几乎没变化,因为脂肪族TPU的耐水解能力比芳香族高一个数量级。
实测数据固然重要,但真正让改装厂下决心的,往往是施工难易度。这里说一个去年完成的异形包覆施工案例——一台保时捷718的中控台饰板。原车是银色塑料喷漆,车主想要干碳纹路,但中控台形状复杂,有空调出风口凹槽、按键面板翻边、还有四个不对称的弧面转角。
传统做法是裁好布,刷环氧树脂,贴上去刮平,等固化后打磨再喷清漆。但中控台这种曲面,环氧树脂固化过程中会流淌堆积,凹槽处积胶变成硬疙瘩,转角处胶水流走变成干斑。我们换成TPU膜方案后,工艺流程变成这样:
先用3D扫描把中控台表面点云数据跑出来,在软件里展开成平面裁片图。长丝碳纤维布按裁片图切割后,背面喷一层水溶性定位胶——这步很关键,保证铺贴时布纹不歪。然后把裁好的碳纤维布放入热压预成型模,120℃、0.4MPa,先把布料压出一个接近中控台曲面的立体形状。预成型之后,再刷一层专用的TPU底涂剂,等半干时铺上TPU膜,用曲面热压机从中间向四周赶气泡,温度控制在130℃-140℃,压力用手指能感觉到的均匀力道就行,不用太大。
最难的是空调出风口那个内凹的U形区域。普通膜贴进去肯定起皱。我们试了三次才找到合适的方法:先在凹槽底部贴一小块TPU膜作为应力消除片,然后大面的膜在凹槽边缘做扇形剪口,每个剪口宽度3mm、间距8mm,热压时剪口自然搭接,搭接处再用热风枪补吹一下融合。最后装车时完全看不出剪口痕迹,凹槽内壁服服帖帖。
另外一个经验是收边。很多改装件用久了边缘起翘,就是因为TPU膜和碳纤维布之间的结合力不够。我们改用包边法——碳纤维布裁得比零件轮廓大15mm,TPU膜再比碳纤维布大10mm。贴好后把多余的部分翻折到零件背面,用热压机二次压实。这样零件的可见面没有任何裁切边缘,水汽和汗液渗不进去。这台718做完到现在一年多,车主经常停露天,目前反馈是边缘纹丝不动。
从材料成本看,TPU膜+长丝碳纤维布的组合,每平方米比预浸料环氧树脂方案贵不到30%,但施工工时节省了将近一半,因为省掉了打磨、喷涂、抛光的工序。而且翻工率极低——环氧树脂方案做异形件,首件合格率能到60%就算不错了,TPU膜方案首件合格率我们统计过七个项目,平均在85%以上。
如果你现在手头有方向盘、中控台、门板饰条这类异形件要做碳纤维风格改装,不妨拿一米长丝碳纤维布和一张TPU膜回去,找个最复杂的角落先试贴一小块。触感好不好、施工顺不顺手,上手十分钟比看什么报告都管用。